Характеристики и описание
- Основные
- Производитель
- Вид водоотводаПоверхностный
- Гарантийный срок12 мес
- СостояниеНовое
- ТипСистема водоотвода
Многие наши заказчики интересуются технологическим процессом производства лотков из нержавеющей стали. Некоторые посещают производственные цеха и лично знакомятся с процесом и дружным коллективом, из-под чьих "золотых рук" выходит наша продукция.
В целом, процесс изготовления хорошо отлажен и сочетает применение как металлообрабатывающих станков, так и ручной работы. Раскрой и гиб стали производится на станках и не имеет особых нюансов, а вот о "ручной" части работы расскажем поподробнее.
Стыковка каналов
Если канал имеет большую длину и состоит из нескольких сегментов, возникает необходимость надёжного соединения сегментов при монтаже. Обычно они соединяются при помощи фланцев с резиновыми прокладками, но иногда, по желанию заказчика, сегменты каналов подготавливаются под сваривание в единый канал на месте. Для этого после резки, гибки и обварки части подгоняются друг к другу и дополнительно обрабатываются, либо правятся, чтобы на объекте их просто состыковали и сварили.


Правка каналов
Каждый канал после резки, гибки и обварки деформируется, из за неравномерного нагрева металла. На производстве на оправочном столе каждый лоток индивидуально правится.
До оправки:

После оправки:

Процесс правки:



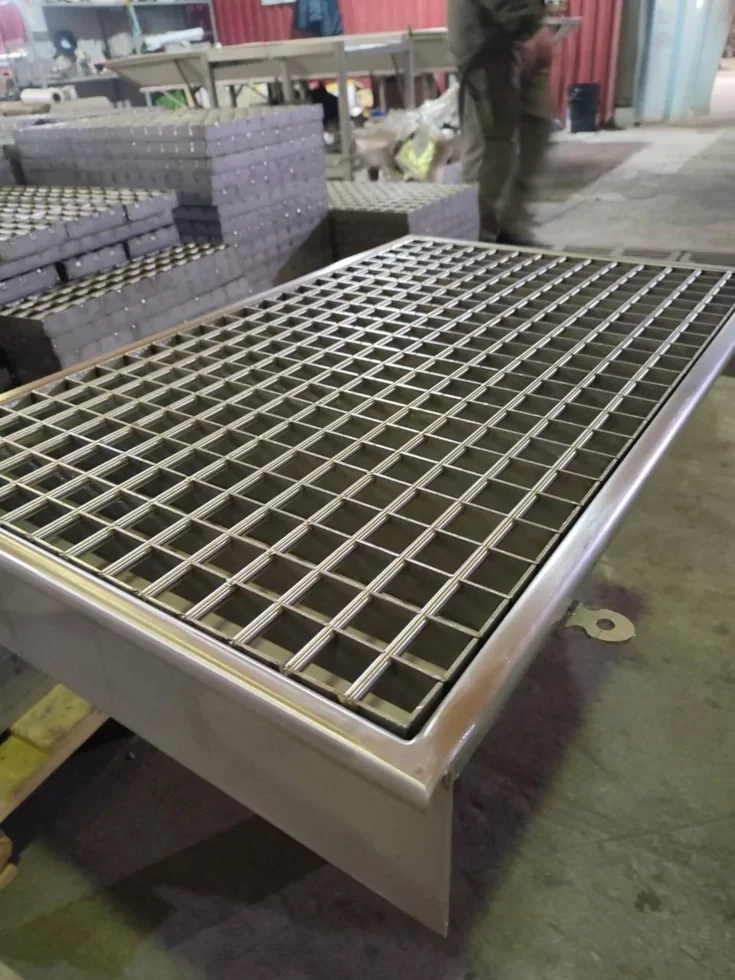
Проверка посадки решетки. Решетка прогоняется по лотку с целью проверки зазора.

Правка посадочного места под решетку:

Зачистка каналов
Все видимые части каналов (грани) зачищаются и полируются, чтобы не было видно стыков, мест сварки и следов использования инструмента.
Первый этап, зачистка:

Второй этап, полировка:

Упаковка каналов
Каналы упаковываются индивидуально в стретч-пленку, при этом каждое изделие маркируется отдельным цветом. И если в поставке будет длинный канал разбит на много частей, они будут промаркированы одним цветом на котором будет написано название канала и его позиция в общей длине. Например,
"канал S230 L12000 часть 1/3"
"Канал S230 L12000 часть 2/3"
"Канал S230 L12000 часть 3/3."
В каждом изделии будет также его чертеж где будет обозначено место этого лотка.


Был online: Вчера
Рейтинг не сформирован
4 года на Deal.by
Менее 100 заказов
Лоток из нержавеющей стали 500х800 с решеткой и гидрозатвором
В наличии
от 1 000 руб.
Минск ∙
Доставка
Оплата и гарантии